Kiváló éls minőség, amely kizárja a másodlagos feldolgozást
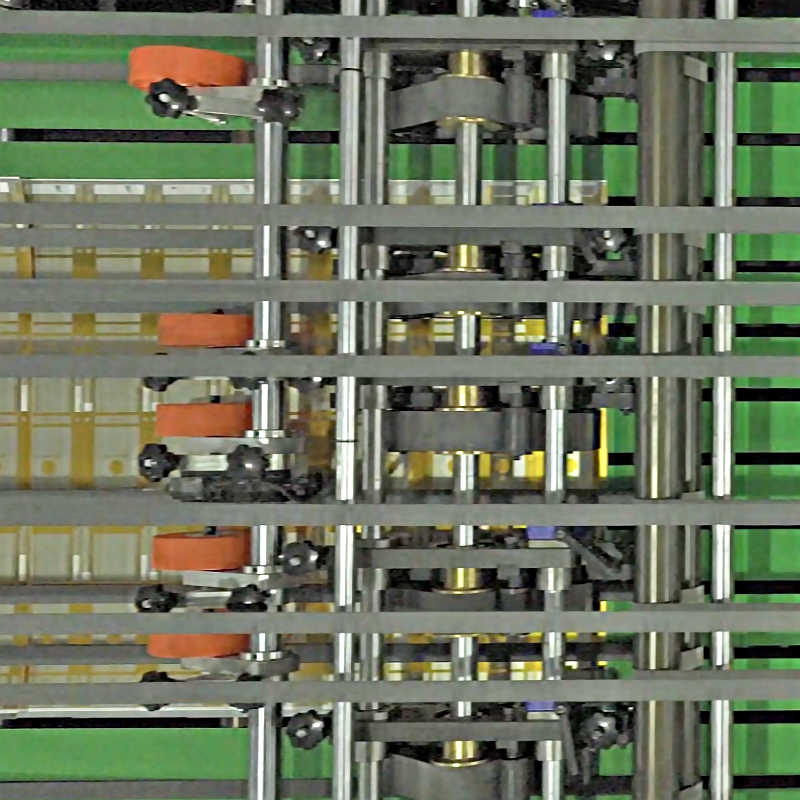
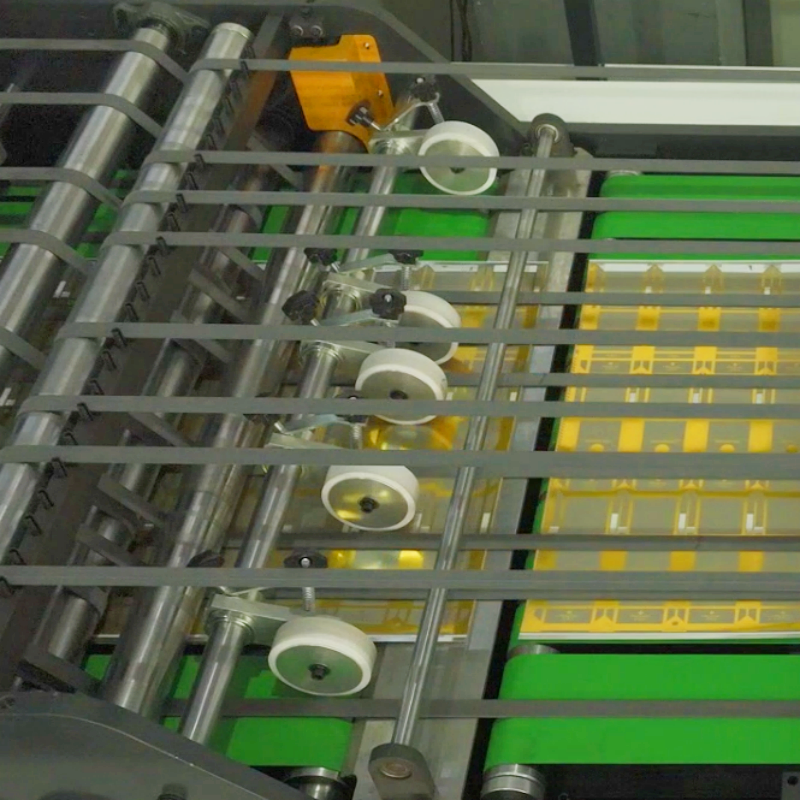
Egy finomkivágó gép legmegkülönböztetőbb jellemzője az, hogy olyan alkatrészeket képes előállítani, amelyek teljesen sima, függőleges élekkel rendelkeznek, és szinte csiszolt megjelenést nyernek közvetlenül a sajtóból. A hagyományos dombornyomás jellegzetes élszerkezetet eredményez, amely különálló zónákból áll: lekerekedés, csiszolás, törés és forgácszár zónák, amelyek gyakran drága másodlagos műveleteket igényelnek a korrekciójukhoz. A finomkivágó gép e hiányosságokat teljes mértékben kiküszöböli speciális befogó és vágó mechanizmusának köszönhetően. A folyamat akkor kezdődik, amikor a V-gyűrűs behatoló elem a vágási vonal környezetében a munkadarab felületébe nyomódik, így egy helyileg korlátozott, nyomófeszültséget létrehozó zónát hoz létre, amely megakadályozza a repedések terjedését a nyírás során. Egyidejűleg egy ellennyomó lap alulról támasztja a munkadarabot, biztosítva, hogy a kivágott darab a teljes művelet során sík maradjon. A dörzspengye pontosan szabályozott erővel süllyed le, és úgy vágja át az anyagot, hogy a rideg törés helyett a plasztikus alakváltozást elősegíti. Ez a szabályozott fémáramlás olyan csiszolt élt eredményez, amely az egész anyagvastagságon keresztül fut, és általában 100 százalékos sima vágott felületet ér el – szemben a hagyományos dombornyomással, amely csak 30–40 százalékos értéket tud elérni. A gyártók számára a gyakorlati következmények forradalmiak, mivel az alkatrészek közvetlenül a finomkivágó gépből továbbjuthatnak az összeszerelési vagy bevonási műveletekhez köztes finomítási lépések nélkül. Vegyük példaként egy sebességváltó fogaskerék-alkatrész gyártását, amely tizenkét precíziós furatot és bonyolult külső kontúrt igényel. A hagyományos módszerek szerint ezt az alkatrészt dombornyomás után több munkahelyen kellene fúrni, kibővíteni és forgácszárakat eltávolítani, mindegyik művelet potenciális méreteltéréshez vezethet, és külön minőségellenőrzést igényel. A finomkivágó gép ugyanezt az alkatrészt egyetlen ütésben teljes egészében előállítja, minden funkcióval együtt, amelyek azonnal megfelelnek a végső specifikációknak. Az elérhető éls minősége mind a vizuális megjelenés, mind a funkcionális teljesítmény szempontjából kiváló, a felületi érdesség értéke általában Ra 1,6 mikrométernél kisebb. Ez a simaság csökkenti a fáradási repedések keletkezését előidéző feszültségkoncentrációs pontokat, és így jelentősen meghosszabbítja az alkatrész élettartamát. Olyan alkatrészeknél, amelyek csúszó érintkezésnek vagy kopásnak vannak kitéve, a kiváló élfelület csökkenti a súrlódást, és megakadályozza a korai kopást. A biztonsági szempontból kritikus alkatrészeket gyártó iparágok különösen értékelik ezt az előnyt, mert az egyenletes éls minőség kiküszöböli a lehetséges meghibásodási kiindulási pontokat. A másodlagos műveletek kiküszöbölése nemcsak a közvetlen feldolgozási költségeket csökkenti, hanem csökkenti a félkész termékek készletét, egyszerűsíti a gyártási ütemtervet, és csökkenti a gyártóüzem földszinti területigényét is. A minőségellenőrzés egyszerűbbé válik, ha a finomkivágó gép az egyetlen gyártási lépés, mivel kevesebb folyamatváltozót kell figyelni és szabályozni.